數控(kong)
銑端面打中心孔(kǒng)機床是一種雙面(miàn)同時運動完成軸(zhóu)件工件兩端加工(gong)的專用🌈機床,主要(yao)的工序是完成軸(zhou)件定位基準的加(jia)工,包括兩端面的(de)端面加工(即控制(zhi)工件總長),中心♉孔(kǒng)加工(即兩端面定(dìng)位基準的控制包(bao)括中心孔同軸度(dù)和中🧡心孔深度💰一(yi)緻性)和夾持位置(zhi)加工,主要是為軸(zhou)件下道工序數控(kong)車床或者數控磨(mó)床提供标準工件(jiàn),提高🔅工件的一緻(zhi)性,以提高軸件批(pī)量生産中每道工(gōng)序裝夾時間和調(diào)整時間,提高加工(gōng)效率和加工精度(du)以及加工一緻性(xìng),因此該種機床在(zai)軸件加工中有着(zhe)不可🏃♂️替代的作用(yong),也是軸件批量生(sheng)産中常見的機床(chuang),但是數控銑端面(mian)打中心孔機☔床的(de)功能還僅僅這些(xie),我們🌈可以根據他(tā)的特性拓❤️展加工(gōng)範圍,比如在中心(xīn)🐆鑽轉軸上面添加(jiā)高速u鑽實現兩端(duān)同時暴力鑽深孔(kong)加工,在軸件盲孔(kǒng)加工和通孔加工(gōng)中🏃有着更高的效(xiào)率,本文重點介紹(shao)數控銑端面打中(zhong)心孔機床高速🤞u鑽(zuàn)應用。
高速u鑽在數(shu)控銑端面打中心(xin)孔機床優點:U鑽優(yōu)點是加工效率高(gao),使用簡單,成本相(xiàng)對較低。它的加工(gōng)效率一般是麻花(huā)鑽✔️的2-3倍🌈,可直接在(zài)工件上加工,無需(xu)中心⛱️鑽打引導孔(kong),且同時兩端鑽孔(kong)⁉️,特别适合空心軸(zhou)以及通孔加工,由(yóu)于其刀體前端裝(zhuāng)有可更換的刀片(piàn),降低了使用的成(cheng)本。U鑽相比普通麻(má)花鑽,刀刃不需要(yào)重磨,舍棄式刀片(pian)形式換刀方便;鑽(zuàn)孔尺寸容易控制(zhì)和統一;減少了換(huàn)刀和對刀時間。因(yīn)為不需要重磨,選(xuǎn)擇U鑽刀杆時,可選(xuan)擇剛✨性佳的刀杆(gan)🥰,這樣能充分發揮(huī)U鑽高性能的特性(xìng)。刀具磨損後無需(xu)重磨直接更換刀(dāo)片即可,使用可轉(zhuǎn)位刀片比整㊙️體硬(ying)鑽要節省材料,并(bìng)且刀片的一緻性(xing)更容易控💜制零件(jian)尺寸。
U鑽的剛性好(hǎo),可以采用很高的(de)進給率,而且U鑽的(de)加工直徑要比普(pǔ)通鑽頭大的多,能(neng)達到D50~60mm,當然U鑽由于(yú)裝刀片的特性🌈不(bu)可能做的太小,D10mm以(yi)下的U鑽很少見。
高速U鑽在數(shù)控銑端面打中心(xīn)孔機床使用還需(xū)要♻️注意以下方面(miàn):
(1)U鑽使用時對機床(chuang)的剛性、刀具與工(gōng)件的對中性要求(qiú)🈲較高❓,因此U鑽适合(he)在大功率、高剛性(xìng)、高轉速的數控機(ji)🌈床上🐉使用⛱️。
(2)使用U鑽(zuàn)時,中心刀片應選(xuan)用韌性好的刀片(pian),周邊的刀片應選(xuan)🈚用🔆比較鋒利的刀(dao)片。
(3)加工不同材料(liao)時,應選用不同槽(cao)形的刀片,一般情(qíng)況下,小進給、公差(chà)小、U鑽長徑比大時(shi),選用切削力較小(xiǎo)的槽形刀片,反之(zhī)粗加工、公差大、U鑽(zuàn)長徑比小時🈲則選(xuan)切削力較大的槽(cao)形刀片。
(4)使用U鑽時(shí)一定要考慮機床(chuáng)主軸功率、U鑽裝夾(jiá)穩定💯性、切削液🍓的(de)🌈壓力和流量,同時(shi)控制好U鑽的排屑(xiè)效果,否則将在很(hen)大程度上影響孔(kong)的表面粗糙度和(hé)尺寸精度。
(5)裝夾U鑽(zuan)時,一定要使U鑽中(zhong)心與工件中心重(zhòng)合,并垂直于工🏃♂️件(jiàn)表面。
(6)使用U鑽時,要(yao)根據不同的零件(jiàn)材料,選擇合适的(de)切削參數。
(7)U鑽試切(qie)削時,一定不要因(yīn)小心害怕而随意(yì)減小進給量或降(jiàng)低轉速,而使U鑽刀(dāo)片破損或U鑽損壞(huài)。
(8)使用U鑽加工時,刀(dao)片出現磨損或破(pò)損時,要仔細分析(xī)原因,更🐅換韌性更(geng)好或更耐磨刀片(piàn)。
(9)使用U鑽加工階梯(tī)孔時,一定要先從(cong)大孔開始加工💘,再(zài)✊加工小🥵孔。
(10)U鑽使用(yong)時注意切削液要(yao)有足夠的壓力,以(yǐ)便将切屑沖出。
(11)U鑽(zuan)上中心和邊緣所(suo)使用的刀片是不(bu)同的,千萬不可❤️錯(cuo)用,否則将會損壞(huài)U鑽刀杆。
(12)使用U鑽鑽(zuan)孔時,可采用工件(jian)旋轉、刀具旋轉以(yi)及刀具和工件同(tóng)時旋轉的方式,但(dan)是當刀具以線性(xing)進給方式移☎️動時(shí),常用的方法是采(cai)用工件旋轉方式(shì)。
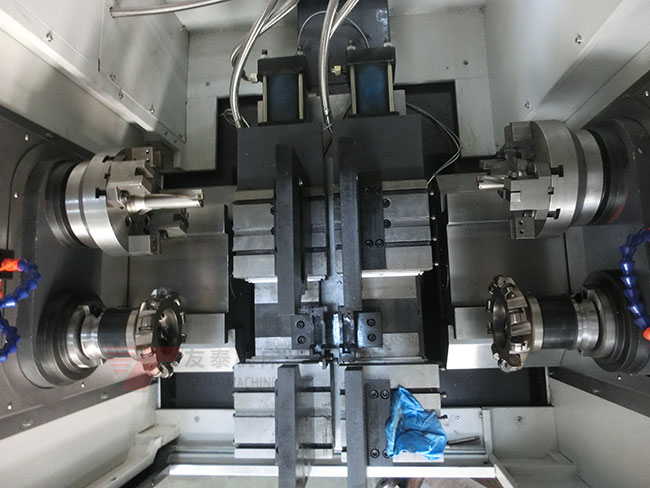
由于數控銑端面(mian)打中心孔機床是(shì)一種高剛性加工(gong)機床,在高速u鑽裝(zhuang)備到該種機床後(hou),山東友泰又🍉做出(chū)一些根據u鑽加工(gong)特點的改進,數控(kòng)雙端面u鑽機床性(xing)能已經越來越🌐穩(wěn)定,效率高,鑽速高(gao),成為一款客戶高(gao)🚩度認可,可快速提(ti)高加工性能的機(jī)床。