欄目(mu)導航
聯系(xì)方式
山東友(you)泰機床制造(zao)有限公司
電(dian)話:0632 5638617
手機:18678372901
傳真(zhēn):0632 5911617
地址:山東滕(teng)州市魯班大(dà)道鑫泰科技(jì)園
電(dian)話:0632 5638617
手機:18678372901
傳真(zhēn):0632 5911617
地址:山東滕(teng)州市魯班大(dà)道鑫泰科技(jì)園
曲軸加工(gong)效率提升-僅(jǐn)需要一台銑(xi)端面打中心(xin)孔機
時間:2025-12-14 14:04 作(zuo)者:admin 點擊: 次
談(tán)起曲軸銑端(duan)面打中心孔(kong)機床,就要從(cóng)曲軸的加工(gōng)工🐕藝談⛹🏻♀️起,完(wán)成曲軸的加(jiā)工首先就是(shì)要确定加工(gōng)基準,這個基(ji)準貫穿曲軸(zhou)加工的大多(duō)數加工工😍序(xu)。因此,銑端面(miàn)✌️打中心孔機(ji)床在曲軸☂️加(jiā)工中的作🌈用(yong)是非常重要(yào)的,提高每道(dao)工序的加工(gong)效率和減👉少(shǎo)裝夾時間⁉️,成(chéng)為衆多曲軸(zhóu)加工提高效(xiao)率的重要手(shǒu)段。
談起曲(qǔ)軸的加工工(gōng)藝,首先就是(shì)确定曲軸的(de)材質以及特(tè)點:
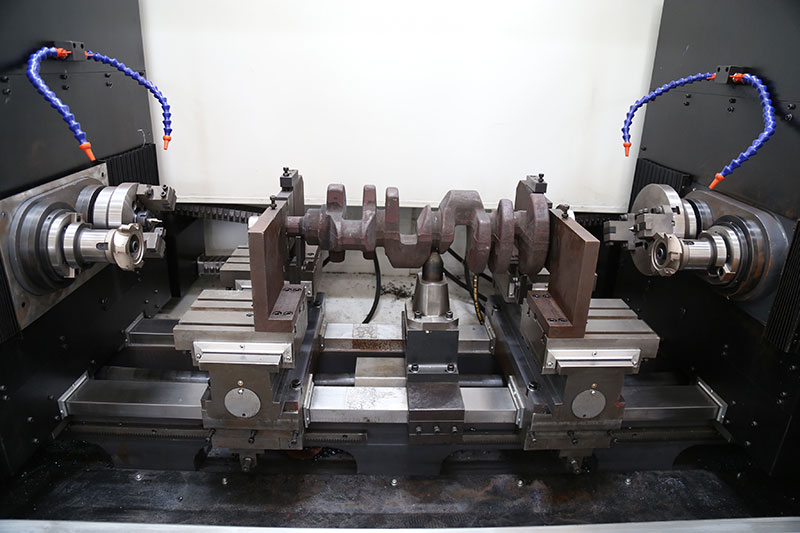
曲軸屬細(xi)長杆件,主要(yào)由主軸頸、連(lián)杆頸、油封軸(zhóu)頸、齒🤩輪軸頸(jing)組成,在主軸(zhóu)頸、連杆頸上(shàng)有油孔,兩端(duan)有螺紋❗孔。根(gēn)據發♍動機🌈的(de)結💘構,曲軸主(zhu)要有直列和(hé)V型曲軸,上圖(tu)為直列曲軸(zhou),主軸頸用于(yu)支🐆撐整個曲(qu)軸💰,連杆頸與(yǔ)連杆相連☀️,帶(dai)動連杆活塞(sai)做上下往複(fú)運動根據發(fā)動機的工作(zuò)狀🈲況。
曲軸是發動(dong)機中的重要(yao)零件,由于曲(qu)軸具有結構(gòu)複雜🥰、剛🚶性差(chà)、技術要求高(gāo)的特性,因此(cǐ)加工工藝難(nán)度大🈚,而其加(jiā)工質量又直(zhí)🛀接影響到發(fa)動機的技術(shu)💋性能和壽命(ming),且曲軸屬細(xì)長杆件零件(jian),在加工中極(ji)易産生變形(xíng),這就需要在(zai)進行加工工(gōng)藝設計時,根(gen)據曲軸的材(cai)料、技術要求(qiu)、生産能力等(deng)要求,綜合、全(quán)面考慮加工(gōng)方案。
了解銑(xi)端面打中心(xīn)孔機床在曲(qu)軸加工的重(zhong)要作用,那麼(me)就要了解曲(qǔ)軸加工的工(gōng)藝流程
1)曲軸(zhou)主軸頸及連(lián)杆頸外銑加(jiā)工
外銑機床可(kě)由兩個外銑(xǐ)刀盤組成,刀(dāo)盤在做主運(yun)動切削的同(tong)🐅時還可以上(shang)下擺動,從而(ér)适應于加工(gong)連杆頸的🤟需(xu)要。此時,曲軸(zhou)轉動,連杆頸(jing)繞主軸頸中(zhōng)❌心轉動,銑刀(dāo)盤随連杆頸(jǐng)旋轉而上下(xia)擺動,實現随(suí)動切削。由于(yú)兩銑削頭可(ke)沿着主軸軸(zhóu)心線移動,從(cong)⭐而完成對曲(qǔ)軸每個主軸(zhóu)頸和連杆頸(jǐng)的銑削。
2)曲軸(zhóu)主軸頸及連(lián)杆頸磨削
目(mu)前随着機床(chuáng)制造技術的(de)發展,連杆頸(jing)的磨削則采(cǎi)用🐕跟🌈蹤磨削(xuē)法。跟蹤磨削(xuē)法是以主軸(zhóu)頸中心線🌈為(wéi)回轉中♻️心,一(yī)次裝夾依次(cì)完成曲軸連(lián)杆頸的磨削(xuē)加工(也可用(yong)于主軸頸磨(mo)削🏃🏻♂️),磨削連杆(gan)軸頸的實現(xian)方式是🌐通過(guò)CNC控制砂輪的(de)進給和工件(jiàn)回轉運動兩(liang)軸聯動,來完(wán)成曲軸加🔱工(gōng)進給。跟蹤磨(mó)削法采用一(yī)次裝夾、在一(yi)台數控磨床(chuang)上依次完成(cheng)曲軸主軸頸(jǐng)和連杆頸的(de)磨⛷️削加工,能(néng)有效地減少(shao)設備費用,降(jiàng)低加工成本(běn),提高加工精(jīng)度和生産效(xiào)率。
3)曲軸主軸(zhóu)頸、連杆頸圓(yuan)角滾壓機床(chuáng)
滾壓(ya)力的大小直(zhí)接影響到滾(gun)壓的效果。力(li)大則在🥰短時(shi)間内就會滾(gun)壓出規定的(de)深度,但由于(yú)壓力過大,除(chú)了易使滾壓(ya)輪破損外,更(gèng)易使曲軸整(zhěng)體産生彎曲(qǔ)變形。為此🔴,油(yóu)缸的壓力是(shi)可變的、可調(diào)的,在曲軸旋(xuán)轉過🔆程中的(de)任一角度都(dou)💜可随時變🔱化(huà),靠液壓伺服(fu)閥控制,實現(xian)脈沖滾壓。
因此(cǐ),滾壓機床采(cǎi)用了在線檢(jiǎn)測技術,測頭(tóu)可在任✊意💔位(wèi)置對曲軸進(jin)行彎曲變形(xíng)檢測,若變形(xing)超差,确定變(bian)形方向,通過(guò)專🐕家系統控(kong)制,使滾壓油(yóu)缸的力根據(ju)變形方向而(ér)變化,從而達(da)到校直的目(mù)的,一般需19~21KN的(de)校直力。在滾(gun)壓加工過程(chéng)🈲中,為了控制(zhi)滾壓力的大(dà)小,在滾壓臂(bì)最易産♻️生變(bian)形的位置安(ān)裝了一個應(ying)變儀,通過✍️滾(gun)壓臂受張力(li)㊙️産生變形的(de)大小,來監控(kòng)滾壓力,從而(er)對壓力進行(háng)控制。
4)曲軸油(you)道孔數控鑽(zuàn)削機床
曲軸(zhóu)油道孔的加(jiā)工經曆了普(pu)通鑽床、組合(he)機床、槍鑽等(deng)不同時代的(de)不同的加工(gōng)方法,而今已(yǐ)開始采🧑🏽🤝🧑🏻用數(shù)控柔性鑽💔床(chuáng)。其結構特點(diǎn)如下:
(2)采用油氣(qi)通過鑽頭中(zhōng)孔對切削部(bu)位進行潤滑(huá),其用🌐油為菜(cai)子油,不含硫(liú)、矽、氯等成分(fen),也不含石油(you)成🔞分,潤滑效(xiào)果好;
(3)可同時(shi)加工兩根曲(qǔ)軸;
(4)可自動換(huàn)刀;
(6)實現6軸運(yun)動。即主軸運(yun)動,主軸頭擺(bǎi)動;主軸頭前(qian)後移動;主軸(zhou)頭左右移動(dòng)(換刀和油道(dào)孔加工位置(zhì)用);主軸頭上(shàng)下進給運動(dong);被加工曲軸(zhóu)的轉動。這種(zhǒng)鑽🌏床,大大💚減(jiǎn)少了切削液(ye)的使用量,而(ér)且提高了加(jia)工的柔性。切(qie)☂️削液的使用(yong),在曲軸加工(gong)中也是需要(yao)關💚注的問題(tí),如何減少加(jia)工現場的油(yóu)霧,一些專業(yè)的💃🏻切削液廠(chǎng)家也提供了(le)相應的解決(jué)方案。
5)曲軸法(fǎ)蘭孔加工